Powder Metallurgy Technologies and Methods
- Top
- Business
- Powder Metallurgy
- Powder Metallurgy Technologies and Methods
Hard Particles
Hard particles are powdered high alloys with components such as nickel (Ni), molybdenum (Mo), and cobalt (Co), which are harder than carbon steel.
By blending these hard particles into raw materials, wear resistance can be improved without surface treatment such as quenching. In powder metallurgy products, these are often used for valve seats and other products that require wear resistance.
See more about products manufactured by this technology and method
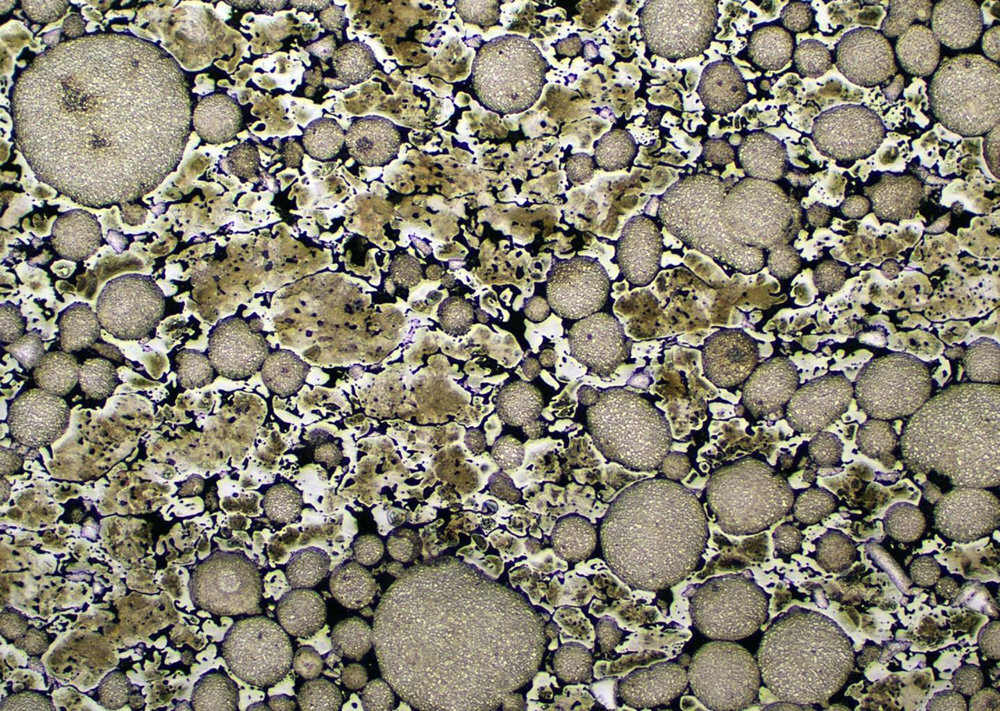
Magnetic Material
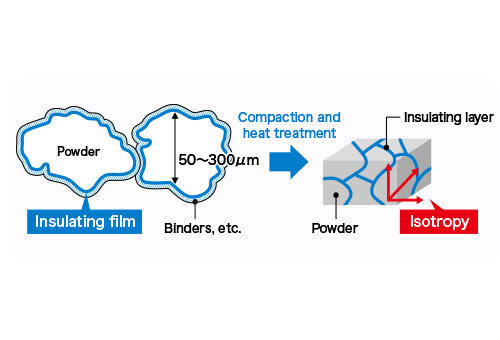
We handle soft magnetic materials. Soft magnetic materials include sintered soft magnetic materials and powder magnetic cores. Powdered magnetic cores, which have advantages over other materials in the high-frequency range for component applications, have an insulating layer between powder particles and have excellent magnetic (low loss) properties.
See more about products manufactured by this technology and method
Frictional Sliding Material

Frictional sliding phenomenon occurs as a complex interplay of wear, adhesion, and lubrication. The characteristics required for this phenomenon are also complex. With greater flexibility in mixing, which is a characteristic of powder metallurgy, it is possible to meet these requirements by mixing materials that normally cannot be mixed together (hard materials, soft adhesion materials, and sliding stabilizers, etc.).
These materials are particularly suitable for brake linings and current-collecting products.
See more about products manufactured by this technology and method
Stainless Steel
In addition to ferrous materials, powders of special materials such as stainless steel, copper, and titanium also exist as industrial products and can be blended to suit the application.
In particular, titanium and other materials can be used in new formulations that have not previously existed, and materials with high specific strength can also be blended.
See more about products manufactured by this technology and method
Copper

In addition to ferrous materials, powders of special materials such as stainless steel, copper, and titanium also exist as industrial products and can be blended to suit the application.
In particular, titanium and other materials can be used in new formulations that have not previously existed, and materials with high specific strength can also be blended.
See more about products manufactured by this technology and method
Titanium
In addition to ferrous materials, powders of special materials such as stainless steel, copper, and titanium also exist as industrial products and can be blended to suit the application.
In particular, titanium and other materials can be used in new formulations that have not previously existed, and materials with high specific strength can also be blended.
See more about products manufactured by this technology and method
Sinter Hardening
See more about products manufactured by this technology and method
Carburizing and Quenching

Powder metallurgy materials can be carburized and quenched in the same way as general steel materials, and carburizing and quenching are used for products that require hardness and strength.
Due to the presence of pores, carburizing is performed extending deep from the surface, requiring different quenching conditions than for general steel.
See more about products manufactured by this technology and method
Induction Hardening
As with general induction hardening, by making coils that match the shape of each product, it is possible to quench and harden only the required portion.
It is often used for the teeth of sprockets and other parts.
Unlike carburizing and quenching, caution is required when selecting materials because hardening does not occur if there is no carbon content in the blended materials.
See more about products manufactured by this technology and method
Laser Hardening

This is a method that allows hardening in an even more localized area than induction hardening.
The surface of the material is heated rapidly by laser and then hardened by self-cooling (heat conduction).
Compared to other hardening methods, the deformation caused by hardening is smaller and it is easier to control.
See more about products manufactured by this technology and method
Near Net Shape

Powder metallurgy is a process in which powder is solidified in a die and is formed into a shape. By transferring the die shape, complex shapes can be mass-produced without machining.
The elimination of machining allows for extremely high material yields and reduced machining costs, making it possible to reduce costs compared to other methods.
However, machining is required for shapes that cannot be removed from the die.
See more about products manufactured by this technology and method
Dimples
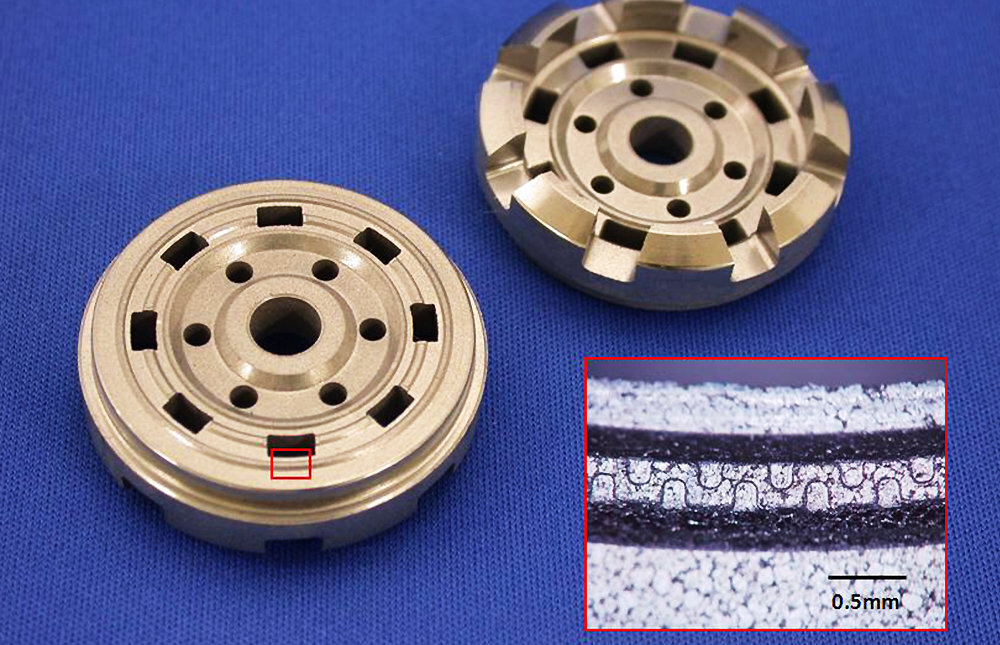
This is an example adopted for the valve case, a shock absorber component. In order to intentionally reduce the contact area as a countermeasure against noise caused by valve adsorption, minute concave and convex dimples are formed without machining. By forming with a die which has minute concave and convex dimples provided by electrical discharge machining on its surface, the concave and convex dimples are transferred to the product.
See more about products manufactured by this technology and method
Steam Treatment

Sintered parts have a reduced strength and high water (oil) absorbency due to the presence of pores inherent in powder metallurgy. In addition, the sintered parts have a disadvantage of rusting due to the surface activated by sintering.
In order to compensate for these, steam treatment under high temperature heating is performed to form a triiron tetraoxide film on the surface, which improves surface hardness, seals pores, and prevents rusting.
See more about products manufactured by this technology and method
Plating

Plating can be applied in the same way as general steel materials. However, due to the presence of pores inherent in powder metallurgy, it is required to perform pore sealing treatment in advance such as resin impregnation.
See more about products manufactured by this technology and method
Brazing
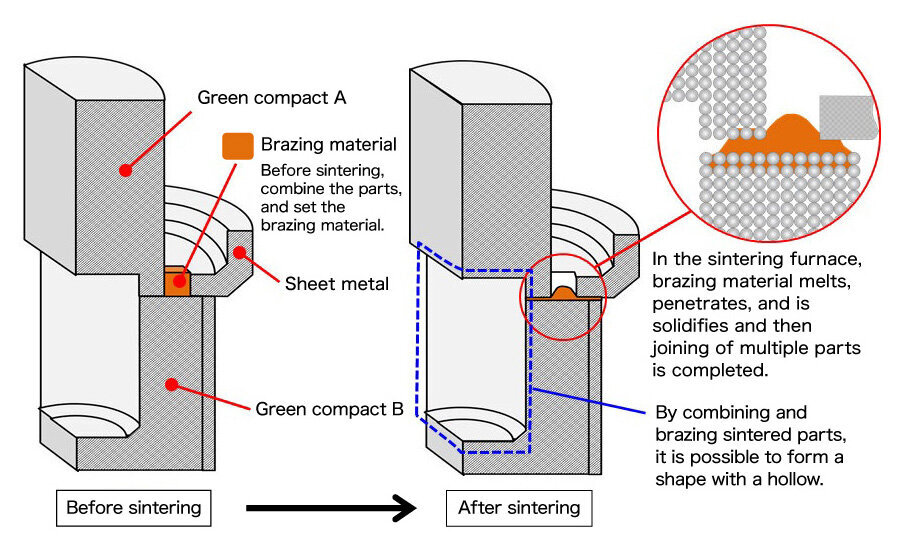
This is a technology for joining multiple parts using brazing material during sintering.
By joining multiple parts, complex shapes such as hollow shapes can be obtained.
See more about products manufactured by this technology and method
Welding
Welding can be performed in the same way as general steel materials. However, due to the presence of pores inherent in powder metallurgy, it is required to perform densification and pore sealing treatment by shot blasting, etc.
See more about products manufactured by this technology and method
Bonding

This is an example adopted for the piston, a shock absorber component. Conventionally the oil path connecting the upper and lower surfaces were made by drilling, but by bonding the two parts together in a concavo-convex configuration, an offset oil path connecting the upper and lower surfaces can be ensured without machining.
See more about products manufactured by this technology and method
Double-Layer Forming
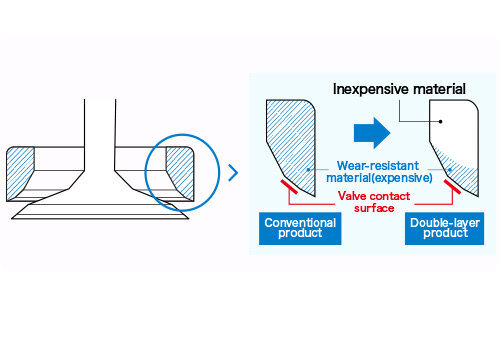
When improving material characteristics, expensive raw materials are added and used in some cases, but this can lead to higher raw material costs. In order to solve this problem, there is a method called double-layer forming, in which expensive materials are used only in required parts. This is a method unique to powder metallurgy, in which expensive material is first temporarily compacted, and then the die cavity is filled with inexpensive material to obtain a product with a double-layered cross-section as shown in the figure on the right.
See more about products manufactured by this technology and method
Combination of Parts
Multiple parts can be combined using joining techniques such as welding, brazing, bonding, plastic inserts, and caulking. This allows for combination of parts with different materials or with resin, and creation of complex shapes.
See more about products manufactured by this technology and method
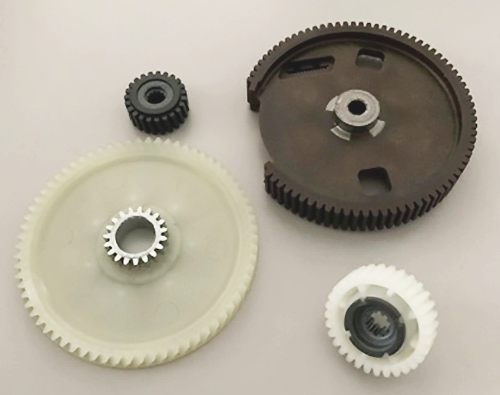
Resin Composite

Resin insert molding and banding techniques can be used to combine sintered parts with resin.
See more about products manufactured by this technology and method
MIM (Metal Powder Injection Molding)

MIM (Metal Powder Injection Molding) is a process to obtain shapes by injection molding like plastic by using a material that is a mixture of metal powder and resin. This process can produce shapes that cannot be achieved by conventional powder metallurgy compression molding.
See more about products manufactured by this technology and method
Green machining
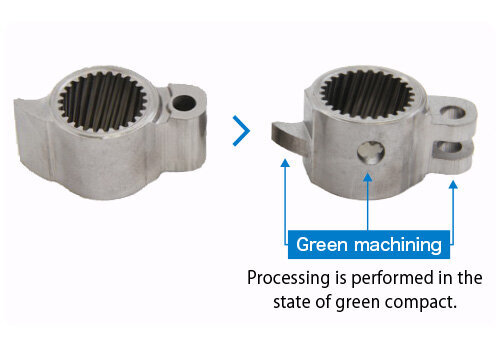
Machining is possible in the pre-sintered state of the compact. Since the compact is only solidified powder, this method provides excellent machinability, shortens machining time, and greatly improves tool life. It is mainly used for rough machining and for machining parts that do not require high precision.
See more about products manufactured by this technology and method
Vent

Sintered Vent® is a product manufactured by applying the sintering process of powder metallurgy. The product has a large number of paralleled, linear micro pores produced by infiltration, allowing for air and gas venting.
Also known as an air vent or gas vent, the product is widely used as a gas vent during aluminum casting or resin molding.
See more about products manufactured by this technology and method